You have a project ? We can help you !
Plastic injection Molding
Plastic injection molding or thermoplastic injection is a growing sector in the plastics industry.
It is a manufacturing technique which makes it possible to produce parts from plastic materials. Today, this is the most used process.
The procedure of plastic injection molding is quick and is dedicated to making large quantities of plastic products in a short period of time. Today, the materials used are thermoplastic, thermosetting plastic, elastomeres or metal. These high performing materials can withstand very high temperatures.
The principle of injection moulding
Injection moulding is currently used for a wide variety of parts, from small components to vehicule body parts.
The concept of a plastic product is usually the work of an industrial engineer.
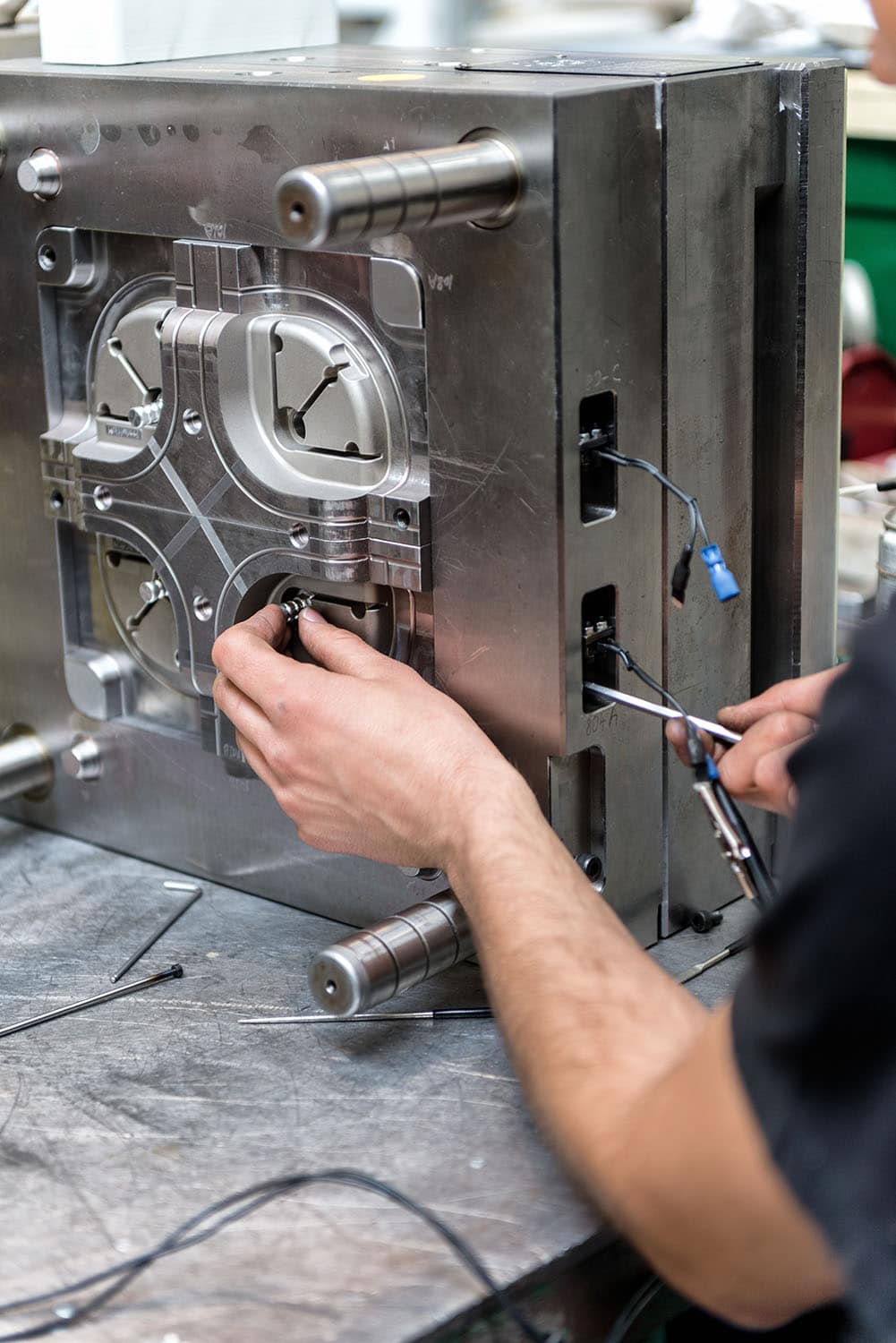
A machinist mould maker then makes the injection moulds from steel or aluminium which are finally made with precision to give the required shape.



Once the desired temperature is achieved, the plastic is then injected under pressure into the template of a mould of an injection press where it is allowed to cool forming the desired, final component.
INTERELL works in particular , with ahost of homogenous presses which are recognised for their reliability.
The moulds installed on the press are most often made of two shells tightly pressed together at the time of moulding then spread to allow the injection of the moulded part.
The moulds must be strictly monitored under severe conditions in order that they are not damaged or deformed by the effects of the temperature needed in their making.
After the moulds have cooled down, the plastic shape can be removed from the mould to be assembled, packed and shipped straight away.
The applications of plastic injection molding are varied in the plastics industry and are used in many ways such as, cars, electronics, medical, cosmetics and the building trade.
INTERTELL takes you through the whole process and offers you solutions in plastic injection that suits all your needs .


How the procedure of plastic injection molding works
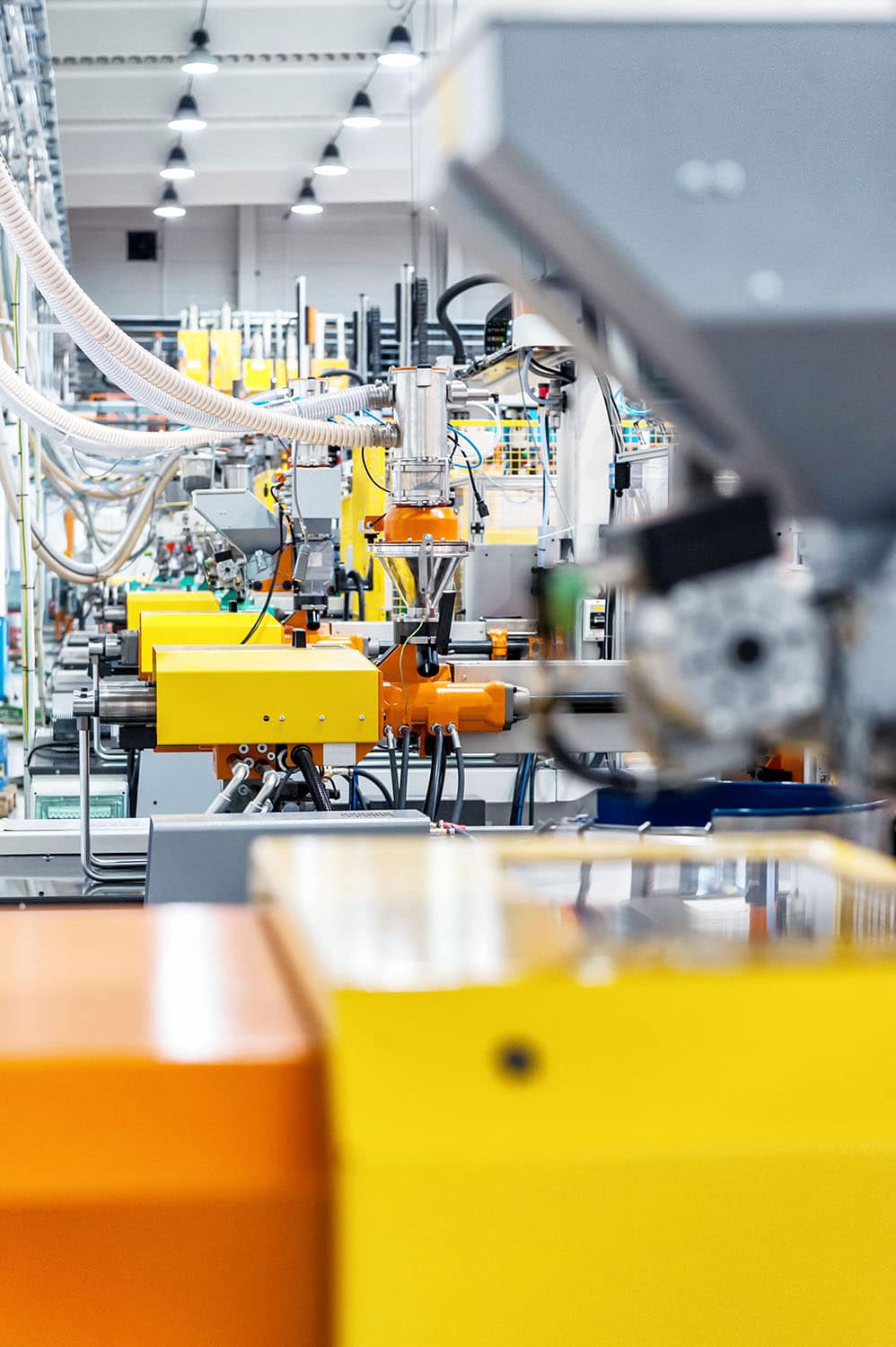
The injection press
The injection press checks the speed as well as the injection pressure of the material going into the mould. Unlike the moulding of metal parts, it takes less than a minute to design a part with injected plastic.
The injection press is composed of two parts:
The injection unit and the closing unit.
These two functions allow the fusion and transfer of melted matter into the mould.
The functions of the injection groups.
– Granular feeding
– Melting the matter: (transforming the granules into a viscous state).
– The dosage (volume of material that will constitute the mould).
– The injection (speed and pressure).
The functions of the closing groups.
-The opening (speed).
-The injection (speed and strength)
-The closing speed (speed of closure).
-The end result of the press
The moulds used for plastic injection
The plastic injection mould is more traditionally made up as a fixed part attached to the press. A movable part comes into action to allow the release of the part when it has cooled down. Then a system of ejection has the job of propelling the part out of the mould.
Mould fonctions during plastic injection :
– The transport of the material to the footprint.
– The shaping of the piece to be injected.
– Regulation to better control the solidification of the polymer ( a liquid capable of transporting heat is sent into the mould through pierced holes).
– Cooling, through cooling circuits to the mould’s interior is an essential step because a good thermal homogenity of the mould ensures it’s appearance and dimential qualities when the part is finished.
– The injection of the part once the cooling phase is complete. The type of openings will depend on the following.
The type of part, the number of impressions, the position of the point of injection, the undercuts and the system of injection and feeding techniques.

Qualities
- Our methods of production are equipped with advanced technology.
- The use of first class materials.
- Conforming to customers needs.
Prototype
Prototype manufacturing to validate a project or a start-up series :
Our plastic injection molding process produces customized prototypes. In order to make, present, and handle your new product, we provide for you our service and expertise in the plastics industry. We offer solutions adapted to your needs.
Our prototypes allow you to validate a design, to perform assembly tests or to prepare the launch of a project.
Our experienced team of moulders and technicians offer personalized services that are as close as possible to your needs.
We are at your disposal to advise you on the most suitable parts for whatever your activity is.
Our plastic materials
| Polymers |
Abbreviation | T° material (°C) | T° mold (°C) |
|---|---|---|---|
| low density polyetylen | LD PE | 160-270 | 20-60 |
| high density polyetylen | HD PE | 200-300 | 10-60 |
| etylenvinylacetat | EVA | 130-240 | 10-50 |
| polypropylen | PP | 220-300 | 20-90 |
| polypropylen +40% TALCUM | PP+40% TALCUM | 220-280 | 20-60 |
| polypropylen +30% Glass fiber | PP+30% Glass | 220-300 | 20-70 |
| polystyren | PS | 170-280 | 5-80 |
| styrenbutadien | S/B | 190-280 | 5-80 |
| akryolonitril butadien styren | ABS | 200-260 | 60-90 |
| akryolonitril styren akrylester | ASA | 220-260 | 50-85 |
| polymetylmatakrylat | PMMA | 190-290 | 50-80 |
| polyoxymetylen | POM | 180-230 | 60-120 |
| polyoxymetylen +25% Glass fiber | POM +25% GLASS | 180-230 | 60-120 |
| styren akryolonitril | SAN | 200-260 | 50-80 |
| polyamid 6 | PA6 | 240-290 | 40-120 |
| polyamid6 +30% Glass fiber | PA6+30% GLASS | 240-290 | 60-120 |
| polyamid + 30% Mineral | PA6 + 30% MINERAL | 260-290 | 60-100 |
| polyamid 6.6 | PA6.6 | 260-300 | 40-120 |
| polyamid +30% Glass fiber | PA6.6 +30% GLASS | 260-300 | 60-120 |
| polyamid6.6 + 40% Mineral | PA6.6 +40% MINERAL | 280-300 | 60-120 |
| polyamid 610 | PA610 | 230-290 | 40-120 |
| polyamid 11 | PA11 | 200-270 | 40-80 |
| polyamid 12 | PA12 | 190-270 | 20-100 |
| polytrimetyl -hexametylen-tereftalamid | PA6-3-T (AROMATIC) | 250-320 | 50-80 |
| polycarbonat | PC | 270-320 | 80-120 |
| polycarbonat +30% Glass fiber | PC+30% GLASS | 300-330 | 100-130 |
| polybutilentereftalat | PBT | 230-280 | 50-110 |
| polybutilentereftalat +30% Glass fiber | PBT +30% GLASS | 240-280 | 50-100 |
| polyfenylenoxid/polystyren | PPO+PS | 260-310 | 40-110 |
| polyfenylensulfid | PPS | 320-380 | 20-200 |
| polyester sulfon | PES | 320-390 | 100-190 |
| polyeterketon | PEK | 360-420 | 120-160 |
| polysulfon | PSU | 340-390 | 100-160 |
| polycarbonat/akryolonitril butadien styren | PC/ABS | 230-280 | 70-100 |
| polycarbonat/akryolonitril styren | PC/ASA | 240-280 | 80 |
| polycarbonat/Polybutilentereftalat | PC/PBT | 260-280 | 60-170 |
| thermoplastic elastomer | TPE | 170-250 | 50-80 |
INTERTELL, The method of transforming plastics and worldwide assistance for your future projects in plastic injection.